




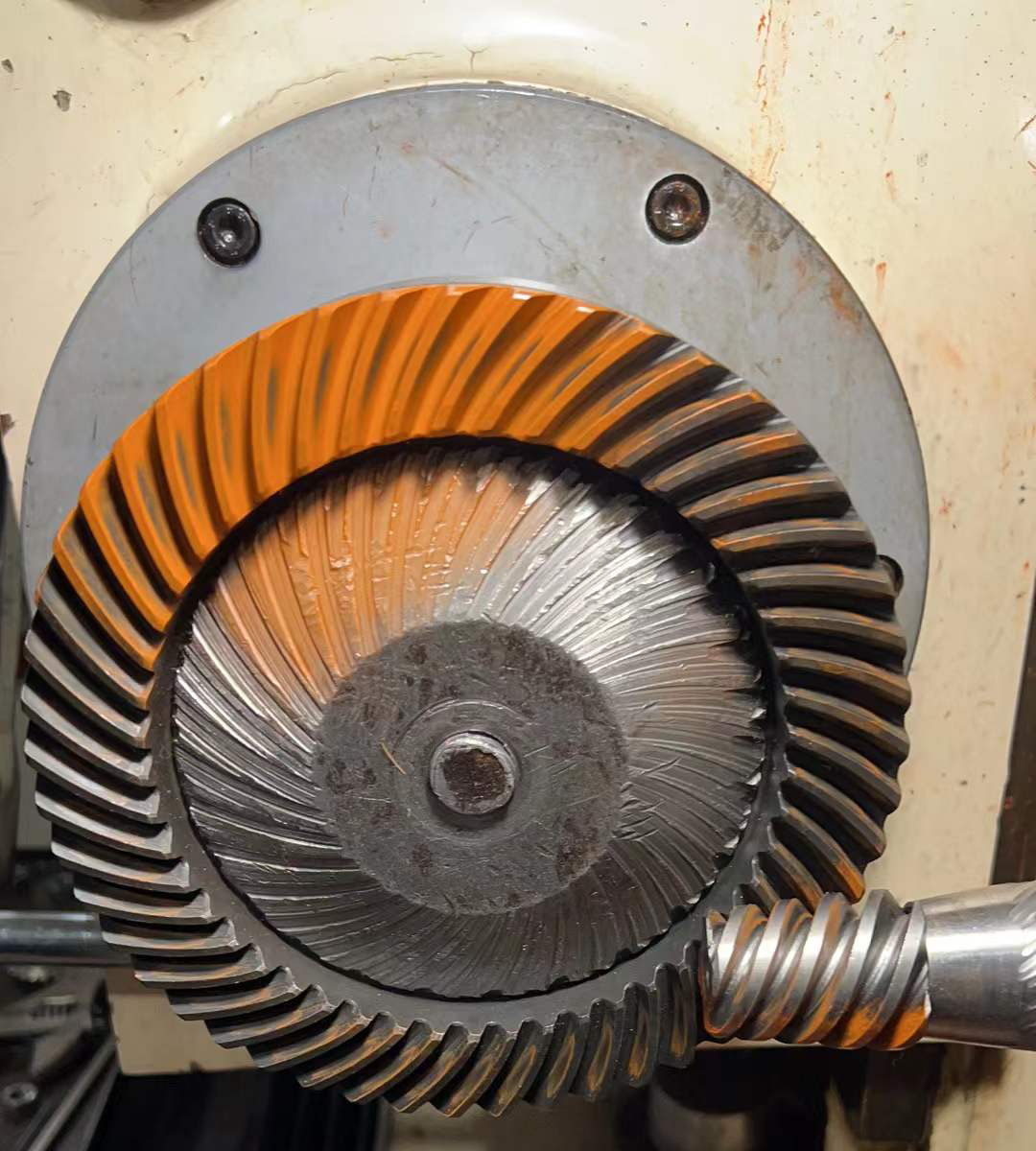
On palju erinevaid hammasrattaid, sealhulgas sirged silindrilised hammasrattad, spiraalsed silindrilised hammasrattad, kaldhammasrattad ja hüpoidhammasrattad, mida me täna tutvustame.
1) Hüpoidülekannete omadused
Esiteks on hüpoidkäigu võlli nurk 90° ja pöördemomendi suunda saab muuta 90°-ni. See on ka nurga teisendamine, mida sageli vajatakse auto-, lennuki- või tuuleenergiatööstuses. Samal ajal ühendatakse erineva suuruse ja hammaste arvuga hammasrattad, et testida pöördemomendi suurenemise ja kiiruse vähenemise funktsiooni, mida tavaliselt nimetatakse "pöördemomendi suurenemiseks ja vähenemiseks". Kui sõber, kes on autot juhtinud, eriti manuaalkäigukastiga autoga sõites, mäest üles ronides, laseb instruktor teil minna madalale käigule, tegelikult on see suhteliselt suure kiirusega hammasratta valimine, mis tagab madalatel kiirustel suurema pöördemomendi, andes seega sõidukile rohkem võimsust.
Millised on hüpoidülekannete omadused?
Käigukasti pöördemomendi nurga muutused
Nagu eespool mainitud, saab pöördemomendi võimsuse nurkmuutust realiseerida.
Suudab taluda suuremaid koormusi
Tuuleenergiatööstuses kasutab autotööstus seda tüüpi suurema võimsuse tagamiseks, olgu selleks siis sõiduautod, maasturid või tarbesõidukid, näiteks pikapid, veoautod, bussid jne.
Stabiilsem ülekanne, madal müratase
Hammaste vasaku ja parema külje rõhunurgad võivad olla ebajärjekindlad ning hammasratta haakumuse libisemissuund on hamba laiuse ja hambaprofiili suunas ning parema hammasratta haakumuse saab saavutada disaini ja tehnoloogia abil, nii et kogu käigukast on koormuse all. Järgmine on endiselt suurepärane NVH-soorituse poolest.
Reguleeritav nihkekaugus
Tänu nihkekauguse erinevale konstruktsioonile saab seda kasutada erinevate ruumikujundusnõuete täitmiseks. Näiteks auto puhul saab see täita sõiduki kliirensi nõudeid ja parandada auto läbimisvõimet.
2) Hüpoidsete käikude kaks töötlemismeetodit
Kvaasi-kahepoolse hammasratta tehnoloogia võttis kasutusele Gleason Works 1925. aastal ja seda on arendatud aastaid. Praegu on palju kodumaiseid seadmeid, mida saab töödelda, kuid suhteliselt suure täpsusega ja tipptasemel töötlemist teostavad peamiselt välismaised seadmed Gleason ja Oerlikon. Viimistluse osas on kaks peamist hammasratta lihvimisprotsessi ja lihvimisprotsessi, kuid hammasratta lõikamisprotsessi nõuded on erinevad. Hammasratta lihvimisprotsessi puhul on soovitatav kasutada tasapinna freesimist ja lihvimisprotsessi puhul tasapinna freesimist.
Pinna freesimise tüübi poolt töödeldud hammasrattad on koonilised hambad ja pinna valtsimise tüübi poolt töödeldud hammasrattad on võrdse kõrgusega hambad, st suure ja väikese otsapinna hammaste kõrgused on samad.
Tavaline töötlemisprotsess hõlmab ligikaudset eelsoojendust, seejärel kuumtöötlust ja seejärel viimistlust. Pinnalõikuri puhul tuleb see pärast kuumutamist lihvida ja sobitada. Üldiselt peaks lihvitud hammasrataste paar hiljem kokkupanemisel ikkagi sobima. Teoreetiliselt saab hammasrataste lihvimise tehnoloogiaga hammasrattaid siiski kasutada ilma sobitamiseta. Tegelikkuses kasutatakse aga koostevigade ja süsteemi deformatsiooni mõju arvestades ikkagi sobitamisrežiimi.
3) Kolmikhüpoidi projekteerimine ja arendamine on keerulisem, eriti töötingimustes või tipptasemel toodete puhul, millel on kõrgemad nõuded tugevuse, müra, ülekande efektiivsuse, kaalu ja hammasratta suuruse osas. Seetõttu on projekteerimisetapis tavaliselt vaja integreerida mitu tegurit, et leida tasakaal iteratsiooni abil. Arendusprotsessis on tavaliselt vaja ka hambajälge reguleerida komplekti lubatud variatsioonivahemikus, et tagada ideaalse jõudlustaseme saavutamine tegelikes tingimustes, arvestades mõõtmete ahela akumuleerumist, süsteemi deformatsiooni ja muid tegureid.
Postituse aeg: 12. mai 2022